Process
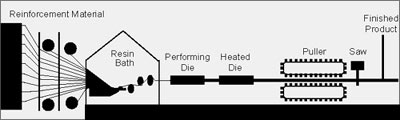
Pultrusion is a continuous molding process utilising the combination of premium quality fibreglass roving’s, mats and fabrics and resin systems.
The fibreglass is drawn through a resin bath thoroughly wetting and impregnating the fibre with the thermosetting resin. Polyester vinyl esters and phenolic resins are used.
The wetted fibreglass is pulled through a desired (geometric) shape and pulled into a heated steel die. The resin cures to a desired level inside the heated die forming the exact required putlruded profile or cross section. The shapes can be circular rod, angle section , round and square, hollow tube wide flange beam, I beam, channel. The cross section or profile is then cut to the standard length.

Assembly Procedures of Powergrid® Pultruded Grating
A – Pultruded Grating of bearing bars and cross bars providing high strength and rigidity due to a 70% to 65% fibreglass content. Pultruded grating provides strength in one direction only compared to molded FRP grating which provides strength in both directions. (see comparison table in this section) Chemical and corrosion resistance is maintained as is uv resistance due to the construction and resin systems used.
B – Grating bearing bars shall be joined into panels by passing a continuous notched bar/rod through the web of each bar which is interlocked and epoxied into position. Notched are set at predetermined paces or centered to achieve desired load centres. this determines the load carrying capacity of the pultruded grating of that particular profile or thickness. “keepers” are used and driven into the notches and set (bonded) to keep in place and secure the load bars providing both a chemical and mechanical lock.
C – Finally a bonded grit is added to the top surface of the finished pultruded grating providing a non slip surface. A non gritted version is available as well.